
研削焼けの原因は砥石だけとは限らない
研削焼けの原因は、砥石だけとは限りません。
砥石を替えても再発すれば、砥石代も段取り時間も無駄になります。
切込み、送り、取り代、スパークアウト、研削油剤の濃度や当たり方など、複数の要因が重なることもあるからです。
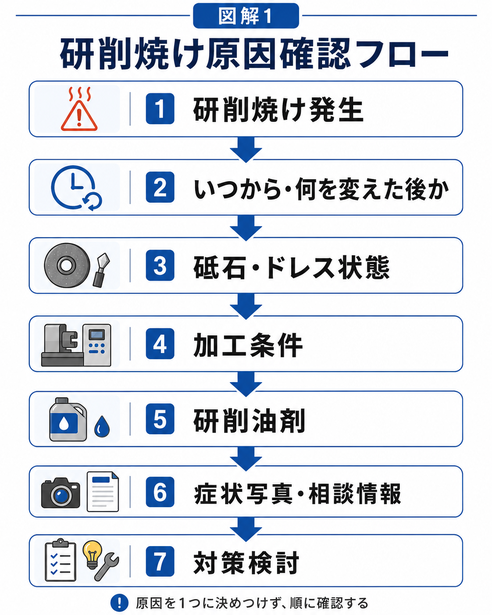
この記事では、砥石を替える前に確認したい順番を整理します。
1. いつから・何を変えた後か
2. 砥石・ドレス状態
3. 加工条件
4. 研削油剤
5. 症状写真と記録
まず確認すべきは、いつから焼けが出たのか、何を変えた後に出たのかです。
まず確認するのは「いつから・何を変えた後か」
最初に見るべきことは、焼けの発生時期です。
昨日までは出ていなかったのか。
今朝から出たのか。
ロットが変わってから出たのか。
作業者が変わってから出たのか。
砥石を替えた後なのか。
研削油剤を補充した後なのか。
材料や熱処理ロットが変わった後なのか。
ここを確認しないまま砥石だけを替えると、原因が見えにくくなります。
大切なのは、「何を変えた後に出たか」を順番にたどることです。
変更点を整理すると、確認すべき場所が見えてきます。
確認1:砥石・ドレス状態
砥石でまず見るのは、表面の状態です。
目詰まり、目つぶれ、偏った摩耗、ドレス頻度、ドレス量、ドレッサの摩耗を確認します。
ドレスを増やせば必ず直る、とは言えません。
ただし、ドレス状態を見ずに砥石だけを替えると、同じ症状が残ることがあります。
確認2:加工条件
切込みは深すぎないか。
送りは速すぎないか。
取り代は変わっていないか。
加工回数は減っていないか。
スパークアウトは十分か。
周速度やワーク速度は以前と同じか。
条件変更は1つずつ
切込み、送り、ドレス条件、油剤濃度などを一度に変えると、何が効いたのか分かりにくくなります。
変更する場合は、1つずつ変え、結果を記録します。
確認3:研削油剤
研削油剤も、研削焼けに関係する場合があります。
種類、濃度、流量、ノズル位置、液温、ろ過状態、泡立ち、劣化を確認します。
油剤が十分に出ていても、当たる位置がずれていると、研削点に届いていない場合があります。
砥石を替える前に、現場情報を整理しませんか?
研削焼けは、砥石・条件・研削油剤が重なって起きる場合があります。
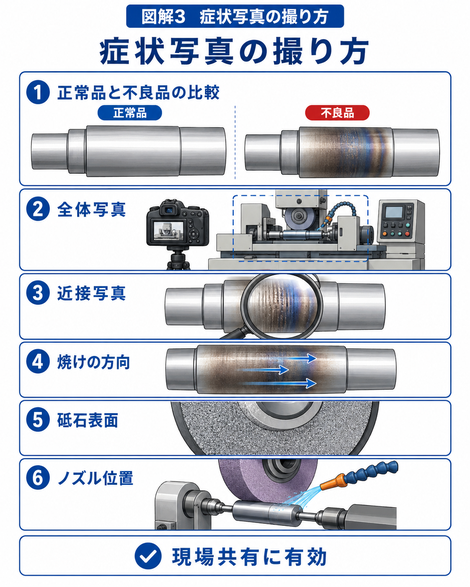
いつから出たか、何を変えた後か、写真や条件記録を整理しておくと、相談が進みやすくなります。
まとめ
研削焼けが出た時は、砥石だけを原因と決めつけないことが大切です。
まず、いつから出たのか。
何を変えた後に出たのか。
ここを確認します。
そのうえで、砥石・ドレス状態、加工条件、研削油剤を順番に見ます。
正常品と不良品を比較し、症状写真を撮ります。
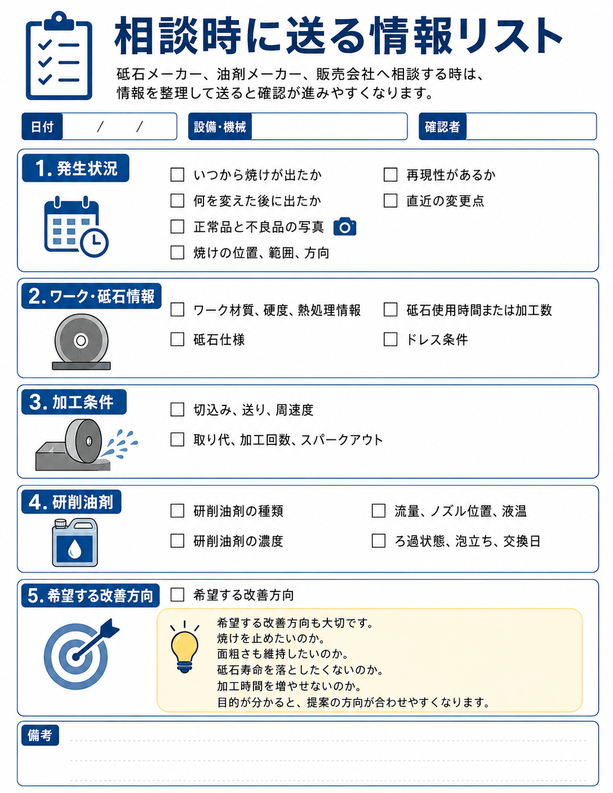
相談時には、砥石仕様、加工条件、油剤情報、変更点を整理します。
研削焼けは、原因が一つとは限りません。
だからこそ、現場情報をそろえて、順番に確認することが改善への近道です。
Q1. 研削焼けが出たら、まず砥石を替えるべきですか?
すぐに砥石を替える前に、いつから焼けが出たのか、何を変えた後に出たのかを確認します。砥石が関係する場合もありますが、加工条件や研削油剤が関係する場合もあります。
Q2. 砥石の目詰まりと目つぶれは何が違いますか?
目詰まりは、砥石のすき間に切りくずなどが詰まる状態です。 目つぶれは、砥粒の刃先が鈍くなり、切れ味が落ちる状態です。どちらも発熱につながる場合があります。
Q3. ドレス条件を変えれば、研削焼けは直りますか?
必ず直るとは言えません。
ドレス頻度やドレス量が関係する場合はありますが、切込み、送り、油剤、材料、設備状態も合わせて確認します。
Q4. 研削油剤は研削焼けに関係しますか?
関係する場合があります。 濃度、流量、ノズル位置、液温、ろ過状態、泡立ち、劣化などを確認します。油剤が研削点に届いているかも大切です。
Q5. 相談する時は、何を送ればよいですか?
正常品と不良品の写真、焼けの位置、砥石仕様、加工条件、ドレス条件、研削油剤の種類・濃度・流量・ノズル位置、直近の変更点を送ると確認が進めやすくなります。


コメントをお書きください